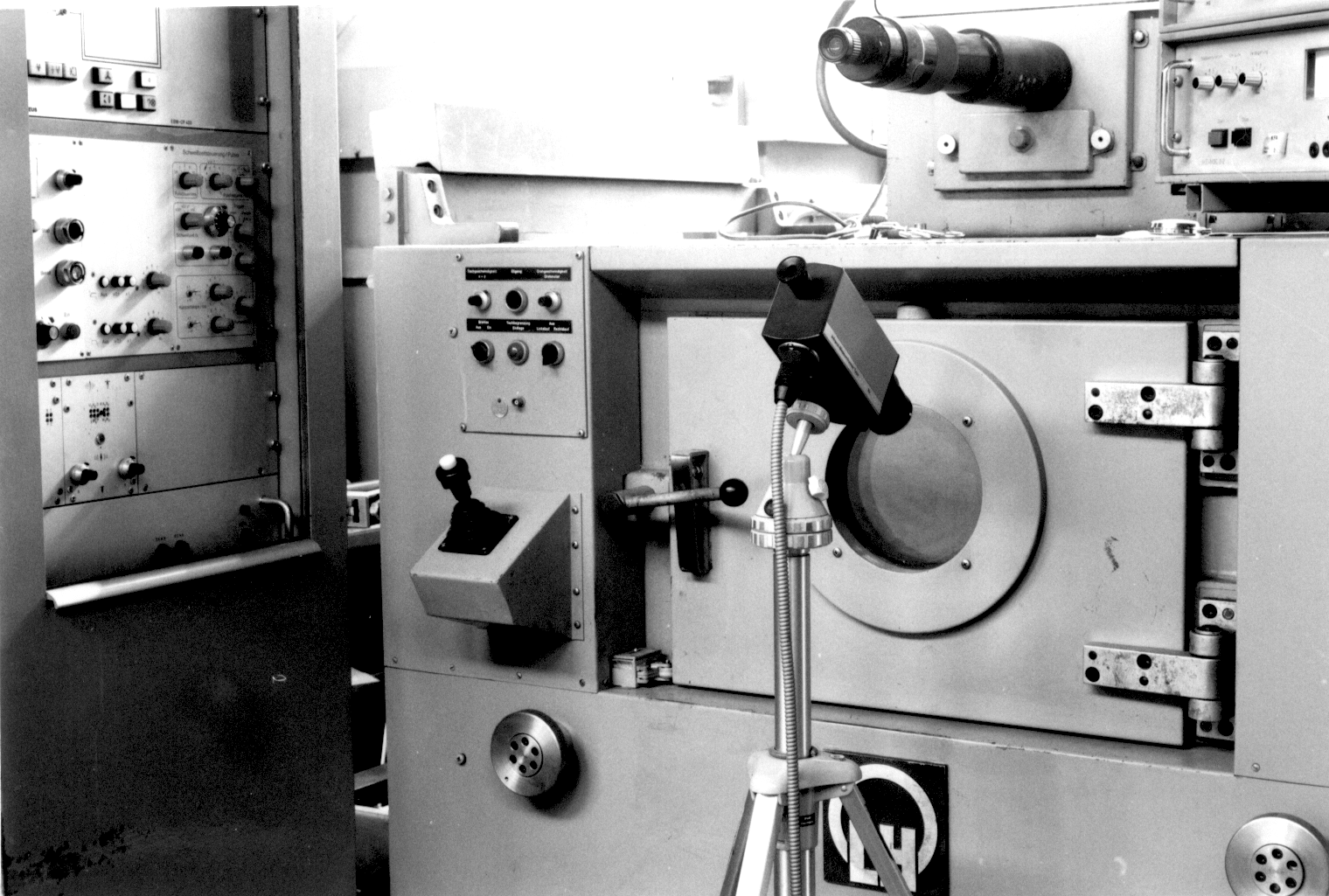
In der Arbeit von I. Smid /Sm88/ geht es um die Eignung gefügter Kacheln für die Fusionsreaktorauskleidung. Auf einen 3 mm starken Molybdänträger wird eine 10 mm dicke Graphitschicht gelötet. Quadratische Abschnitte dieser Kacheln mit einer Kantenlänge von ca. 25 mm wurden, über ihre Fläche gemittelt, einer Belastung von ca. 5 MW/m² ausgesetzt. Um nicht durch lokale Belastung den Graphit zu zerstören, wurde der Strahl defokussiert, mit ca. 2 Hz auf der Probe rotiert und mit 0.1 Hz gepulst. Da es für die Untersuchung in erster Linie auf die Temperatur der Lotfuge ankam, wurde das Pyrometer auf die Seite des Probenkörpers ausgerichtet, mit der Fuge etwa im Zentrum des Meßfleckes. Zur Datenerfassung diente ein Dreikanalschreiber. Abb.5-5 zeigt eine typische Aufzeichnung. Die beiden der Aufheizung überlagerten Frequenzen sind deutlich zu erkennen.
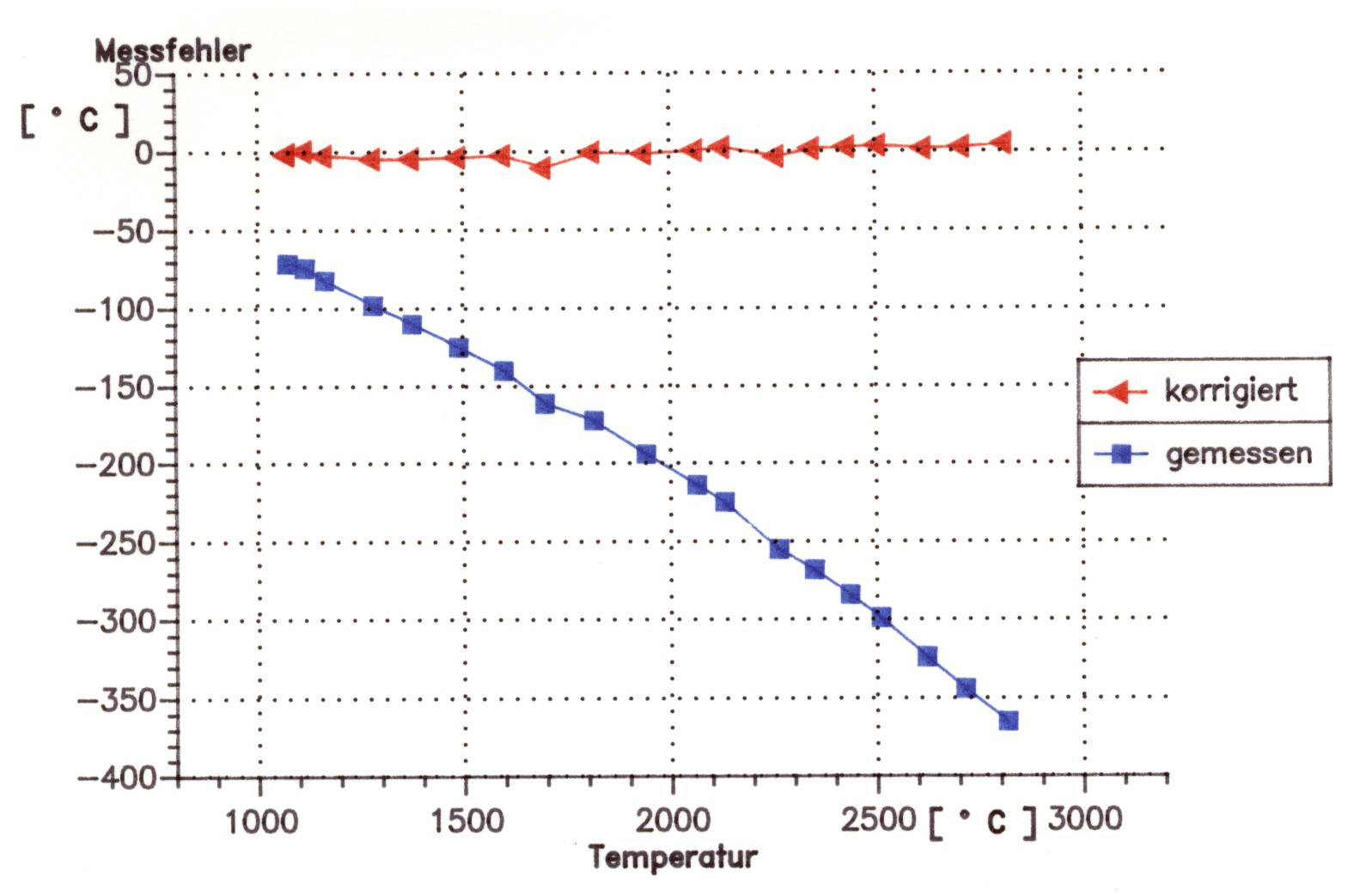
Die oben beschriebenen Messungen wurden mit einer Eichung von 408 durchgeführt. Das Sichtfenster der Schweißanlage enthält jedoch einen starken Filter, durch den eine deutlich zu niedrige Temperatur angezeigt wird. Um die Größe dieses Fehlers zu bestimmen, wurde eine 150W-Projektionslampe in das Schweißgerät gestellt und die Temperatur der Wendel im Bereich 1000°C bis 3000°C jeweils bei offener Tür und durch die Scheibe gemessen. Der Fehler zeigte einen annähernd quadratischen Verlauf und ließ sich durch folgende Funktion annähern:
TI = 1070 + 1,12 *(TA-1000) + 6*10-5 *(TA-1000)²
TI: wahre Temperatur [°C]
TA: angezeigte Temperatur [°C]
Abb.5-3 zeigt den Fehler vor und nach der Korrektur
Da auch der Winkel, mit dem durch die Scheibe geblickt wird, eine Anzeigenänderung um ca. ±10°C verursacht, wurde die Verläßlichkeit der Messung auf besser als ±40°C geschätzt. Dieser Wert ist die Summe aus ±20°C für das geeichte Pyrometer selbst (Kap.2.3.), ±10°C als Restfehler der Korrektur (Abb.5-3) und ±10°C für den Winkeleinfluß. Zur Kontrolle wurde im Schweißgerät auf einem Molybdänblock ein Fleck aufgeschmolzen und mit Pyrometer und Rechner die Abkühlkurve aufgenommen. Für Reinmolybdän soll der Haltepunkt bei 2620°C liegen. Aus dem Diagramm kann man etwa 2580°C ablesen. Das Pyrometer sieht die Temperatur einer dünnen, bereits erstarrten Oberflächenschicht, die wegen der Strahlungsverluste etwas kälter als die eigentliche Schmelze ist. Ferner lag der tatsächliche Haltepunkt vermutlich etwas tiefer als der Literaturwert, da erstens Spuren von Verunreinigungen im Material nicht auszuschließen sind und zweitens der O2-Partialdruck im Schweißgerät zur Bildung von Molybdänoxid führt. Die Zuverlässigkeit der Apparatur innerhalb der oben genannten Grenzen kann demnach als bestätigt gelten.
|
|
| Abb. 5-1: Messung am Elektronenstrahlschweißgerät |

|
| Abb. 5-2: Gefügte Proben nach der Belastung |
|
| Abb. 5-3: Fehler durch Schauglas der Schweißanlage |

|
| Abb. 5-4: Abkühlkurve einer Molybdänschmelze mit Literaturwert für den Schmelzpunkt (2620 °C) und abgelesenem Haltepunkt (2580 °C) |

|
| Abb. 5-5: Schreiberdiagramm einer Belastung im Elektronenstrahlschweißgerät |
Weiter Inhaltsverzeichnis Übersicht Wissenschaft Home & Impressum



